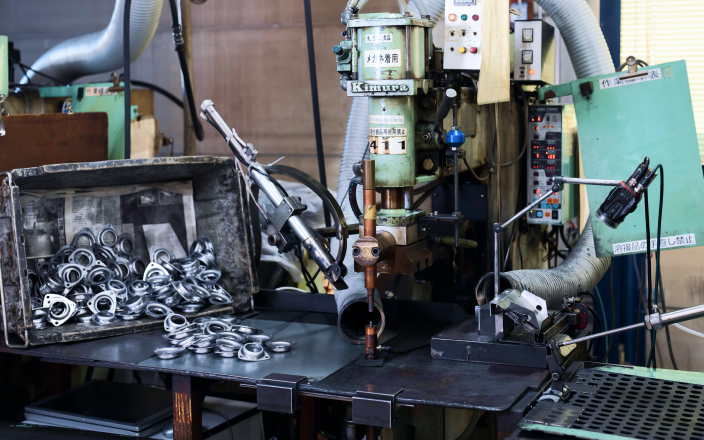
スポット溶接加工
電極が接触する点(スポット)を局所的に溶接する加工法
スポット溶接は溶接方法の一種で、溶接したい2つの金属を電極ではさみ、その接触点に大電流を流すことで接触点の金属を溶かし溶接することができます。
電極が接触する点(スポット)を局所的に溶接することから、スポット溶接と呼ばれています。
他の溶接方法と比べて熱による製品の歪みが少なく、条件設定をすれば専門的な技術が無くても誰でも同じように溶接できることが特徴です。
生産設備

生産設備一覧
| 区分 | メーカー | 定格容量(kVA) | 最大短絡電流(A) | 最大加圧力(kgf) | 台数 |
|---|---|---|---|---|---|
| 定置スポット溶接機 | ㈱木村電溶機製作所 | 60 | 19,000 | 600 | 3 |
| 定置スポット溶接機 | ㈱中央製作所 | 50 | 23,000 | 600 | 3 |
切削・研削加工

切削加工
機械加工の一種で、製品を切ったり削ったりして不要な部分を除去し、目的の形状に加工することができます。高精度の加工や小ロット生産を得意としています。当社の設備は、素材を回転させ、回転する素材に切削工具を当てて削る旋削加工を主としています。
研削加工
機械加工の一種で、高速回転する砥石に製品を当てて製品の表面を削る加工法です。当社は上下に回転する砥石を配置しその間にワークを通す「立軸形両頭平面研削盤」を用い、高い平面制度を要求される製品を月産約60万個生産しています。
生産設備


生産設備一覧
| 区分 | メーカー | 加工範囲(目安) | 台数 |
|---|---|---|---|
| 単能機 | ㈱江黒鉄工所 | ~φ50 | 2 |
| 単能機 | 富士機械製造㈱ | ~φ150 | 2 |
| 立軸形両頭平面研削盤 | ㈱ジェイテクトマシンシステム | ~φ80 | 2 |
| 卓上ボール盤 | 自動機 | ~φ10 | 5 |
熱処理(協力メーカー)
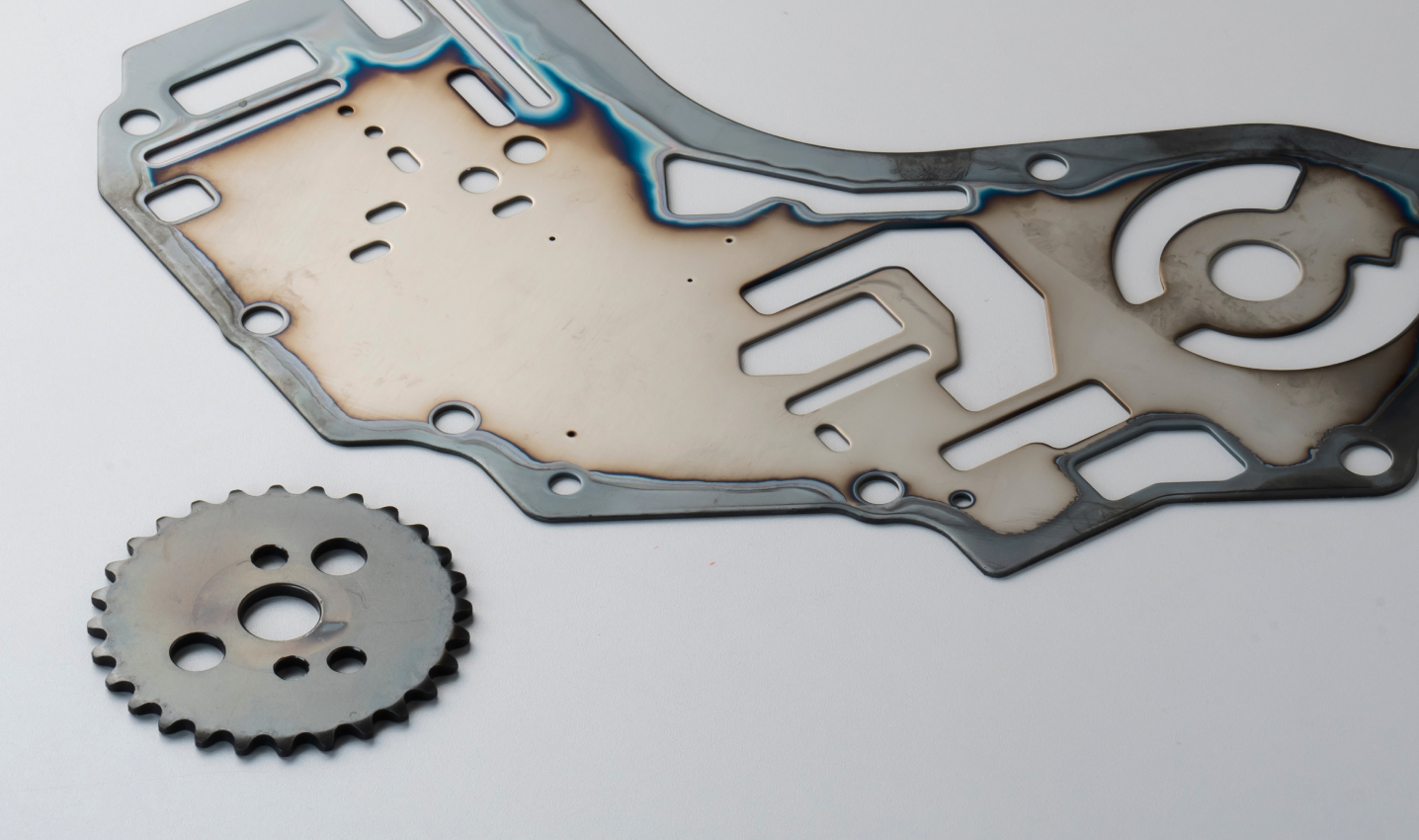
金属を加熱し冷却することで、強さ、硬さ、粘さ、耐衝撃性、耐摩耗性といった材料の性質を変える処理
幅広い協力メーカー様との連携により、あらゆる熱処理に対して加工実績があります。
加工事例
| ガス軟窒化 | 処理温度が低く、歪みの発生し難い処理です。耐摩耗性に優れ、摺動部に多く用いられます。 |
|---|---|
| 浸炭窒化 | 鋼の表面に炭素と窒素を侵入させ硬化させる処理です。 窒化により焼入性が向上するため、焼入性の悪いSP材にも適用できます。 |
| 塩浴軟窒化 | 鋼の変態点よりも低い温度で処理するため、寸法変化が極めて少なく、疲労強度・耐摩耗性などの向上が可能となります。 |
| 磁気焼鈍 | 加工時に磁化してしまった組織を熱処理でもとに戻し、磁気特性を向上させる処理です。 |

表面処理(協力メーカー)

素材の表面に別の特性を与える処理の事で、めっきや塗装などの処理
広く適用されている電気亜鉛めっきから特定の業種でのみ使用される表面処理まで、幅広く対応する事が可能です。
加工事例
| 電気亜鉛めっき | 素材を亜鉛めっき液に浸け、電気を通すことで皮膜を形成させる処理です。 比較的安価で、防錆効果や金属光沢による商品性の向上が可能です。 |
|---|---|
| 無電解ニッケルめっき | 電気を使わないニッケルめっきで、製品全体に均一な厚さの皮膜を形成します。 また、めっき後の熱処理でビッカース硬度800以上に硬化させる事が可能です。 |
| カチオン電着塗装 | 水溶性の塗料の中に製品を浸し、電流を流すことで塗料を製品に接着させ焼付ける処理です。 めっきよりも高い耐食性が得られます。 |
| ジオメット | 高耐食でクロムフリーな金属防錆処理です。 自動車の足まわりのボルトや、船のエンジンに多く採用されています。 |
| リン酸マンガン皮膜処理 | 鋼の表面にリン酸マンガン系の結晶皮膜を生成させる化成処理で、摺動部の初期馴染み向上や、 油の保持性が良いため焼き付きを抑制する効果があります。 |


順送型、単発型、平角エナメル銅線の剥離型などを販売
三陽製作所では熱間・冷間圧延鋼板向けの順送金型や単発金型、また、モーターに使用される平角エナメル銅線の先端を剥離する金型及び3D形状に成形する金型の製造・販売も行っております。設計・製造・トライ・アフターフォローまで社内一貫対応としており、金型に対する様々なご要望を迅速に対応することができます。